
दोस्त जो करते हैंधातु - स्वरूपण तकनीकयह जान लें कि यह व्यवसाय "विवरण सफलता या विफलता का निर्धारण करता है" के बारे में है। ग्राहक विमान ब्लेड, चिकित्सा उपकरण या सटीक साधन भागों को चाहते हैं, और 0.01 मिमी का अंतर उत्पाद को स्क्रैप कर सकता है। आज, आइए बात करते हैं कि कास्टिंग की सटीकता कैसे प्राप्त करें।
1। वैक्स मॉडल बनाना - सटीकता का "पहला पास"
मोम मॉडल कास्टिंग के "जीन" की तरह है। यदि यह कदम कुटिल है, तो बाकी सभी व्यर्थ हो जाएंगे। अब मुख्यधारा 3 डी प्रिंटिंग वैक्स मॉडल का उपयोग करती है, और हल्के-इलाज राल की सटीकता ± 0.05 मिमी तक पहुंच सकती है, जो पारंपरिक हाथ से नक्काशी की तुलना में बहुत बेहतर है। लेकिन तापमान नियंत्रण पर ध्यान दें। यदि कार्यशाला का तापमान 5 ℃ से भिन्न होता है, तो मोम मॉडल की संकोचन दर अनिश्चित हो सकती है। यह निरंतर तापमान और आर्द्रता उपकरणों का उपयोग करने की सिफारिश की जाती है, इस छोटे से पैसे को न बचाएं।
2। शेल बनाने की प्रक्रिया - सिरेमिक शेल को "गड्ढे" न होने दें
सिलिका सोल पेंट की कितनी परतें लागू की जाती हैं और प्रत्येक परत कितनी मोटी होती है, सीधे अंतिम आकार को प्रभावित करती है। एक कारखाना आलसी था और एक कम परत को ब्रश करता था, जिसके परिणामस्वरूप कास्टिंग की सतह पर रेत के छेद होते थे। अब यह "ग्रेडिएंट शेल मेकिंग" का उपयोग करने के लिए लोकप्रिय है - आंतरिक परत के लिए ठीक पाउडर और बाहरी परत के लिए मोटे पाउडर, जो न केवल चिकनाई सुनिश्चित कर सकता है, बल्कि तनाव विरूपण को भी कम कर सकता है। लंबे समय तक शेल को सूखने के लिए याद रखें, अन्यथा यह सीधे डेवैक्सिंग के दौरान "विस्फोट" कर देगा।
3। पिघलना और डालना - पिघले हुए धातु के "स्वभाव" को समझा जाना चाहिए
स्टेनलेस स्टील और उच्च तापमान मिश्र धातु की संकोचन दर 1%से भिन्न हो सकती है! मोल्ड आकार को भौतिक गुणों के अनुसार समायोजित किया जाना चाहिए। डटकर तापमान और भी महत्वपूर्ण है। एक निश्चित एविएशन पार्ट्स फैक्ट्री ने सीधे कास्टिंग को खत्म कर दिया क्योंकि तापमान 20 and अधिक था और अनाज का आकार मोटे थे। अब हम पहले से अनुकरण करने के लिए मोल्ड फ्लो एनालिसिस सॉफ्टवेयर का उपयोग करते हैं, जो परीक्षण और त्रुटि से बहुत अधिक विश्वसनीय है।
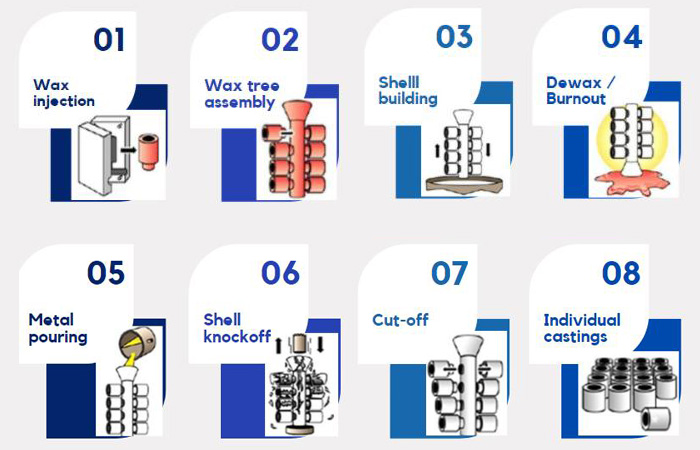
4। पोस्ट -प्रोसेसिंग - पीसिंग ब्रूट फोर्स पर आधारित नहीं है
यह रोबोट का उपयोग करने के लिए अधिक स्थिर हैनिवेश कास्टिंगमैनुअल काम की तुलना में, लेकिन प्रोग्रामिंग ठीक है। मैंने देखा है कि लोग परेशानी को बचाने के लिए बड़े पीस पहियों का उपयोग करते हैं, लेकिन वे पतली दीवारों वाले भागों से पीसते हैं। "चुंबकीय पीस" अब लोकप्रिय है। छोटे भागों को चुंबकीय क्षेत्र में खुद से गोल किया जाता है, और सटीकता को ± 0.02 मिमी तक नियंत्रित किया जा सकता है।
5। निरीक्षण के तरीके - "अंधा बॉक्स खोलने" के लिए शिपमेंट तक प्रतीक्षा न करें
तीन-समन्वित मापने की मशीन मानक है, लेकिन एक्स-रे दोष का पता लगाने को मत भूलना। एक कारखाना था जिसने टरबाइन ब्लेड बनाया। सतह निरीक्षण सभी योग्य था, लेकिन एक्स-रे ने आंतरिक छिद्रों को पाया और लगभग ग्राहक के आदेश को खो दिया। अब यहां तक कि एआई दृश्य निरीक्षण का उपयोग किया जाता है, जो मानव आंख की तुलना में तेज है और गलतियाँ नहीं करता है।
निष्कर्ष:
अंतिम विश्लेषण में, कास्टिंग की सटीकता "संयोजन पंचों" के एक पूरे सेट द्वारा प्राप्त की जाती है। मोम के साँचे से लेकर निरीक्षण तक, हर लिंक को गंभीरता से लिया जाना चाहिए। अब बाजार की प्रतिस्पर्धा इतनी भयंकर है, जो कोई भी सटीकता में अतिरिक्त 0.01 मिमी प्राप्त कर सकता है, उच्च-अंत आदेश ले सकता है। अगली बार ग्राहक पूछता है कि "सटीकता कैसे सुनिश्चित करें", बस इस लेख को उसके पास फेंक दें - पेशेवर मामलों को पेशेवर तरीकों से हल किया जाना चाहिए।
एक पेशेवर निर्माता और आपूर्तिकर्ता के रूप में, हम उच्च गुणवत्ता वाले उत्पाद प्रदान करते हैं। यदि आप हमारे उत्पादों में रुचि रखते हैं या कोई प्रश्न हैं, तो कृपया स्वतंत्र महसूस करेंहमसे संपर्क करें।
हमारे अधिकांश उद्धरण 24/36 घंटे के भीतर वितरित किए जाते हैं। और आमतौर पर बहुत कम समय में, परियोजना विवरण पर निर्भर करता है।
हमारी टीम आपके सीएनसी मशीनिंग कोट के बारे में सीधे आपसे संपर्क करेगी ताकि यह सुनिश्चित हो सके कि आपने अपने कोटेशन के सभी पहलुओं को प्राप्त किया है और समझते हैं और अपने विकल्पों के बारे में आपके किसी भी प्रश्न का उत्तर देने के लिए।